Раструбная пайка медных труб
15 march 2016
Такой зазор обеспечивает «втягивание» расплавленного припоя и равномерное его распределение по всей внутренней поверхности раструба при любом положении трубы. Другими словами, пайка труб может производиться в любом положении, даже раструбом вниз, капиллярный зазор между трубами все равно «всосет» в себя расплавленный припой, который равномерно распределится по месту пайки.
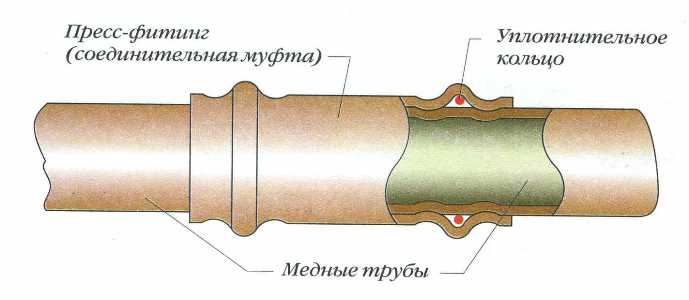
Использование «правильной» головки эспандера, это 80% успеха пайки — зазор между трубами и глубина раструба задается именно этим инструментом. Сегодня производители труб выпускают готовые фитинги и соединительные муфты, на которых уже сделаны раструбы. Применение таких деталей делает трубопровод дороже, но зато полностью исключает «человеческий фактор», присутствующий при самостоятельном изготовлении раструба эспандером.
Далее, трубы в месте припоя покрывают флюсом, который выполнит роль смазки для припоя и «протравки» (очищения метала) для меди. При высокотемпературной пайке с припоями из серебра или с бронзы в качестве флюса используют буру. Ее смешивают с водой до получения вязкой кашицы. Флюс наносится без излишков только на поясок трубы, который будет сочленен с фитингом или раструбом, а не внутрь фитинга или раструба. После нанесения флюса рекомендуется сразу сочленить детали, чтобы исключить попадание на влажную поверхность посторонних частиц. Если по какой-то причине пайка будет происходить чуть позднее, то деталям лучше дождаться этого момента уже в сочлененном виде. Рекомендуется повернуть трубу в фитинге или раструбе, либо, наоборот, фитинг вокруг оси трубы, с тем чтобы убедиться, что флюс равномерно распределился в монтажном зазоре и почувствовать, что труба достигла упора. Затем необходимо удалить тряпкой видимые остатки флюса с внешней поверхности трубы.
Для пайки медных труб используют прутки припоя диаметром 3 мм из сплавов меди и серебра или бронзы. После изготовления раструба либо при использовании готового фитинга с раструбом трубы вставляются друг в друга. Место соединения со всех сторон нагревается пропановой или ацетиленовой горелкой. Нагревание производится до тех пор, пока поднесенный и прижатый к раструбу пруток припоя не начнет плавится. С приобретением опыта время нагрева труб определяется по изменению цвета трубы — до достижения «красного свечения». Фитинги с резьбой для присоединения их к другим трубопроводам или к сантехническим приборам изготавливаются из бронзы и латуни и требуют при пайке более длительного нагрева. Для определения расхода припоя на одно соединение обычно пользуются следующим способом: пруток припоя сгибают в виде буквы Г, делая загиб чуть больше диаметра раструба. Как только место пайки будет прогрето до нужной температуры, припой прижимают к зазору между раструбом и вставленной в него трубой и ведут им вокруг трубы, не прекращая при этом нагревания соединения. Припой плавится и затекает в зазор. Нужно вплавить в зазор весь отогнутый конец припоя, не больше и не меньше. Увеличение расхода припоя ведет к тому, что он может протечь сквозь щель и заплавить внутреннее сечение труб. Уменьшение расхода припоя приводит к непропаиванию соединения.
При пайке труб нужно соблюдать элементарные меры безопасности для работы с открытым огнем. Работать нужно в брезентовых рукавицах, лучше вдвоем с помощником, удержание трубы производить в удалении от места нагрева. При работе в одиночку для временного закрепления труб использовать струбцины.
После остывания узел готов к эксплуатации — это самое надежное соединение медных труб и совсем несложное. Опыт пайки медных труб приходит быстро, а для тех, кто уже владеет техникой газовой сварки, понятен сразу. Правда, для нагревания труб нужно оборудование для газовой сварки. Иногда (для пайки соединений небольших диаметров) можно воспользоваться горячим воздухом, используя насадку, ограничивающую конус горячего воздуха, с тем, чтобы быстрее добиться нагрева. Другим способом нагрева без пламени являются электроконтактные устройства. Внешне они напоминают большие клещи со сменными медными головками для охвата труб разных диаметров.
По окончании пайки узла либо всего трубопровода его необходимо промыть, чтобы освободить внутренние полости от остатков флюса. Как уже говорилось, флюс работает не только смазкой для припоя, но и протравкой для меди, то есть по сути это агрессивный окислитель. А раз так, то и нечего ему больше делать внутри труб, его нужно оттуда удалить промывкой водой. С внешней поверхности труб вытекший флюс удаляют ветошью.
Пайка трубопроводов встык не допускается. Если необходимо соединить детали встык, то производят не пайку труб, а сварку. В принципе делаются практически те же операции, что и при высокотемпературной пайке, за исключением того, что не требуется применения флюса, а нагрев труб и фитингов увеличивается до температуры плавления металла.
По материалам книги Савельева А.А. - Сантехника в доме. Монтажные работы
Использование «правильной» головки эспандера, это 80% успеха пайки — зазор между трубами и глубина раструба задается именно этим инструментом. Сегодня производители труб выпускают готовые фитинги и соединительные муфты, на которых уже сделаны раструбы. Применение таких деталей делает трубопровод дороже, но зато полностью исключает «человеческий фактор», присутствующий при самостоятельном изготовлении раструба эспандером.
Далее, трубы в месте припоя покрывают флюсом, который выполнит роль смазки для припоя и «протравки» (очищения метала) для меди. При высокотемпературной пайке с припоями из серебра или с бронзы в качестве флюса используют буру. Ее смешивают с водой до получения вязкой кашицы. Флюс наносится без излишков только на поясок трубы, который будет сочленен с фитингом или раструбом, а не внутрь фитинга или раструба. После нанесения флюса рекомендуется сразу сочленить детали, чтобы исключить попадание на влажную поверхность посторонних частиц. Если по какой-то причине пайка будет происходить чуть позднее, то деталям лучше дождаться этого момента уже в сочлененном виде. Рекомендуется повернуть трубу в фитинге или раструбе, либо, наоборот, фитинг вокруг оси трубы, с тем чтобы убедиться, что флюс равномерно распределился в монтажном зазоре и почувствовать, что труба достигла упора. Затем необходимо удалить тряпкой видимые остатки флюса с внешней поверхности трубы.
Для пайки медных труб используют прутки припоя диаметром 3 мм из сплавов меди и серебра или бронзы. После изготовления раструба либо при использовании готового фитинга с раструбом трубы вставляются друг в друга. Место соединения со всех сторон нагревается пропановой или ацетиленовой горелкой. Нагревание производится до тех пор, пока поднесенный и прижатый к раструбу пруток припоя не начнет плавится. С приобретением опыта время нагрева труб определяется по изменению цвета трубы — до достижения «красного свечения». Фитинги с резьбой для присоединения их к другим трубопроводам или к сантехническим приборам изготавливаются из бронзы и латуни и требуют при пайке более длительного нагрева. Для определения расхода припоя на одно соединение обычно пользуются следующим способом: пруток припоя сгибают в виде буквы Г, делая загиб чуть больше диаметра раструба. Как только место пайки будет прогрето до нужной температуры, припой прижимают к зазору между раструбом и вставленной в него трубой и ведут им вокруг трубы, не прекращая при этом нагревания соединения. Припой плавится и затекает в зазор. Нужно вплавить в зазор весь отогнутый конец припоя, не больше и не меньше. Увеличение расхода припоя ведет к тому, что он может протечь сквозь щель и заплавить внутреннее сечение труб. Уменьшение расхода припоя приводит к непропаиванию соединения.
При пайке труб нужно соблюдать элементарные меры безопасности для работы с открытым огнем. Работать нужно в брезентовых рукавицах, лучше вдвоем с помощником, удержание трубы производить в удалении от места нагрева. При работе в одиночку для временного закрепления труб использовать струбцины.
После остывания узел готов к эксплуатации — это самое надежное соединение медных труб и совсем несложное. Опыт пайки медных труб приходит быстро, а для тех, кто уже владеет техникой газовой сварки, понятен сразу. Правда, для нагревания труб нужно оборудование для газовой сварки. Иногда (для пайки соединений небольших диаметров) можно воспользоваться горячим воздухом, используя насадку, ограничивающую конус горячего воздуха, с тем, чтобы быстрее добиться нагрева. Другим способом нагрева без пламени являются электроконтактные устройства. Внешне они напоминают большие клещи со сменными медными головками для охвата труб разных диаметров.
По окончании пайки узла либо всего трубопровода его необходимо промыть, чтобы освободить внутренние полости от остатков флюса. Как уже говорилось, флюс работает не только смазкой для припоя, но и протравкой для меди, то есть по сути это агрессивный окислитель. А раз так, то и нечего ему больше делать внутри труб, его нужно оттуда удалить промывкой водой. С внешней поверхности труб вытекший флюс удаляют ветошью.
Пайка трубопроводов встык не допускается. Если необходимо соединить детали встык, то производят не пайку труб, а сварку. В принципе делаются практически те же операции, что и при высокотемпературной пайке, за исключением того, что не требуется применения флюса, а нагрев труб и фитингов увеличивается до температуры плавления металла.
По материалам книги Савельева А.А. - Сантехника в доме. Монтажные работы