HVBS-812RK (230 В) / HVBS-812RK (380 В)
Инструкция по эксплуатации ленточнопильного станка модели HVBS-812RK (230 В) / HVBS-812RK (380 В)
Уважаемый покупатель,
Большое спасибо за доверие, которое Вы оказали нам, купив наш новый станок серии JET. Эта инструк-
ция разработана для владельцев и обслуживающего персонала ленточнопильного станка по металлу
мод. HVBS-812RK с целью обеспечения надежного пуска в работу и эксплуатации станка, а также его
технического обслуживания. Обратите, пожалуйста, внимание на информацию этой инструкции по экс-
плуатации и прилагаемых документов. Полностью прочитайте эту инструкцию, особенно указания по тех-
нике безопасности, прежде чем Вы смонтируете станок, запустите его в эксплуатацию или будете прово-
дить работы по техническому обслуживанию. Для достижения максимального срока службы и производи-
тельности Вашего станка тщательно следуйте, пожалуйста, нашим указаниям.
2. Гарантийные услуги JET
Компания JET стремится к тому, чтобы ее продукты отвечали высоким требованиям клиентов по качеству и стойкости.
JET гарантирует первому владельцу, что каждый продукт не имеет дефектов материалов и дефектов обработки, а именно:
2 ГОДА ГАРАНТИЯ JET НА ВСЕ ПРОДУКТЫ, ЕСЛИНЕ ПРЕДПИСАНО НИЧЕГО ДРУГОГО.
Эта гарантия не распространяется на те дефекты, которые вызваны прямыми или косвенными нарушениями, невнимательностью,
случайными повреждениями, неквалифицированным ремонтом, не-достаточным техническим обслуживанием, а также
естественным износом. Гарантия JET начинается с даты продажи первому покупателю. Для использования гарантии JET-, дефектный
продукт или деталь должны быть доставлены уполномоченному торговцу изделиями JET для исследования.
Подтверждение даты приобретения и объяснение претензии должны быть приложены к товару. Если наш контроль установит дефект,
то мы производим ремонт этого продукта или его замену. JЕТ оставляет за собой право на изменение деталей и принадлежностей, если
это будет признано целесообразным.
3. Безопасность
3.1 Применение согласно предписанию
Станок предназначен для распиливания обрабатываемых резанием металлов и пластмасс. Обработка других материалов является недопусти-
мой или в особых случаях может производиться после консультации с производителем станка. Запрещается обрабатывать магний -
высокая опасность возгорания! Применение по назначению включает в себя также соблюдение инструкций по эксплуатации и техниче-
скому обслуживанию, предоставленных изготовителем. Станок разрешается обслуживать лицам, которые ознакомлены с его работой и
техническим обслуживанием и предупреждены о возможных опасностях. Необходимо соблюдать также установленный законом возраст.
Использовать станок только в технически исправном состоянии. При работе на станке должны быть смонтированы все защитные
приспособления и крышки. Наряду с указаниями по технике безопасности , содержащимися в инструкции по эксплуатации, и осо-
быми предписаниями Вашей страны необходимо принимать во внимание общепринятые технические правила работы на металло
обрабатывающих станках. Каждое отклоняющееся от этих правил использование рассматривается как неправильное примене-
ние и изготовитель не несет ответственности за повреждения, происшедшие в результате этого. Ответственность несет только пользователь.
3.2 Общие указания по технике безопасности
Металлообрабатывающие станки при неквалифицированном обращении представляют определенную опасность. Поэтому для безопасной работы не-
обходимо соблюдение имеющихся предписаний по технике безопасности и нижеследующих указаний. Прочитайте и изучите полностью инструкцию по
эксплуатации, прежде чем Вы начнете монтаж станка и работу на нем. Храните инструкцию по эксплуатации, защищая ее от грязи и влаги, рядом со
станком и передавайте ее дальше новому владельцу станка. На станке не разрешается проводить какие-либо изменения, дополнения и перестроения
Ежедневно перед включением станка проверяйте безупречную работу и наличие необходимых защитных приспособлений. Необходимо сообщать об
обнаруженных недостатках на станке или защитных приспособлениях и устранять их с привлечением уполномоченных для этого работников.
В таких случаях не проводите на станке никаких работ, обезопасьте станок посредством отключения от сети. Для защиты длинных волос необходимо
надевать защитный головной убор или косынку. Работайте в плотно прилегающей одежде. Снимайте украшения, кольца и наручные часы.
Носите защитную обувь, ни в коем случае не надевайте прогулочную обувь или сандали. Используйте средства индивидуальной защиты,
предписанные для работы согласно инструкций. При работе на станке не надевать перчатки. Для безопасного обращения с полотнами пилы ис-
пользуйте подходящие рабочие перчатки. При работе с длинными заготовками используйте специальные удлинительные приспособления стола,
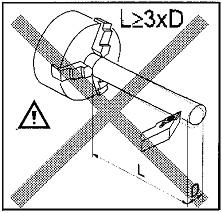
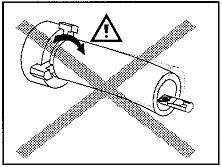
роликовые упоры и т. п. При распиливании круглых заготовок обезопасьте их от прокручивания. При распиливании неудобных заготовок используйте
специально предназначенные вспомогательные приспособления для опоры. Устанавливайте направляющие полотна пилы как можно ближе к заготовке.
Удаляйте заклинившие заготовки только при выключенном моторе и при полной остановке станка. Станок должен быть установлен так, чтобы было
достаточно места для его обслуживания и подачи заготовок. Следите за хорошим освещением. Следите за тем, чтобы станок устойчиво стоял на
твердом и ровном основании. Следите за тем, чтобы электрическая проводка не мешала рабочему процессу и чтобы об нее нельзя было споткнуться.
Содержите рабочее место свободным от мешающих заготовок и прочих предметов. Будьте внимательны и сконцентрированы. Серьезно относитесь к работе.
Никогда не работайте на станке под воздействием психотропных средств, таких как алкоголь и наркотики. Принимайте во внимание, что медикаменты
также могут оказывать вредное воздействие на Ваше состояние. Удаляйте детей и посторонних лиц с рабочего места.
Не оставляйте без присмотра работающий станок. Перед уходом с рабочего места отключите станок. Не используйте станок поблизости от мест хране-
ния горючих жидкостей и газов. Принимайте во внимание возможности сообщения о пожаре и борьбе с огнем, например с помощью
расположенных на пожарных щитах огнетушителей. Не применяйте станок во влажных помещениях и не подвергайте его воздействию дождя.
Соблюдайте минимальные и максимальные размеры заготовок. Удаляйте стружку и детали только при остановленном станке.
Работы на электрическом оборудовании станка разрешается проводить только квалифицированным электрикам. Немедленно заменяйте поврежденный
сетевой кабель. Работы по переоснащению, регулировке и очистке станка производить только при полной остановке станка и при отключенном сетевом
штекере. Немедленно заменяйте поврежденные полотна пилы.
3.3 Остаточные опасности
Даже при использовании станка в соответствии с инструкциями имеются следующие остаточные опасности: Опасность повреждения двигающимся полотном
пилы в рабочей зоне. Опасность от разлома полотна пилы. Опасность из-за разлетающейся стружки и частей заготовок. Опасность из-за шума и летящей стружки.
Обязательно надевайте средства индивидуальной защиты, такие как защитные очки и наушники. Опасность поражения электрическим током при не-
правильной прокладке кабеля.
4. Спецификация станка
4.1 Технические характеристики
| Диаметр шкивов | 290 мм |
| Резка под углом 90° | Ø 200 мм, 180 x 305 мм |
| Резка под углом 45° | Ø 127 мм, 125 x 120 мм |
| Установка тисков | 0° - 45° |
| Длина полотна пилы | 2362 мм |
| Ширина полотна пилы | 19 - 20 мм |
| Толщина полотна пилы | 0,9 мм |
| Скорость движения пилы | 25/ 40/ 60/ 80м/мин |
| Бак для СОЖ | 10 литров |
| Насос для подачи СОЖ | 0,1 кВт |
| Габаритные размеры (Д х Ш х В) | 1250 х 440 х 1100 мм |
| Масса станка | 160 кг |
| Сетевое питание | 230В ~1/N/PE 50Гц |
| Выходная мощность | 0,75 кВт (1 л.с.) |
| Рабочий ток | 6 A |
| Сечение силового кабеля (H07RN-F) | 3 x 1,5 мм² |
| Устройство защиты | 10A |
| Сетевое питание | 400В ~3/N/PE 50Гц |
| Выходная мощность | 0,75 кВт (1 л.с.) |
| Рабочий ток | 3 A |
| Сечение силового кабеля (H07RN-F) | 5 x 1,5 мм² |
| Устройство защиты | 10 A |
*Примечание: Спецификация данной инструкции является общей информацией. Данные технические характеристики были актуальны на момент издания
руководства по эксплуатации. Компания WMH Tool Group оставляет за собой право на изменение конструкции и комплектации оборудования без уве-
домления потребителя. Настройка, регулировка, наладка и техническое обслуживание оборудования осуществляются покупателем.
4.2 Уровень шума
Уровень мощности звука ( согласно EN 11202):
Холостой ход .......................................... 74,1 дБ(A)
Обработка .................................................. 85 дБ(A)
Приведенные значения относятся к уровню испускания шума и не являются необходимым уровнем для безопасной работы. Эта информация пригодна для того, чтобы дать возможность пользователю станка лучше оценить опасности и возможные риски.
*Примечание: Спецификация данной инструкции является общей информацией. Данные технические характеристики были актуальны на момент издания
руководства по эксплуатации. Компания WMH Tool Group оставляет за собой право на изменение конструкции и комплектации оборудования без уве-
домления потребителя. Настройка, регулировка, наладка и техническое обслуживание оборудования осуществляются покупателем.
4.3 Объем поставки
Станина с колесами
Биметаллическое полотно шириной 19 мм
Регулируемый удлиняемый упор
Ременный привод и кожух
Гидравлический цилиндр
Устройство подвода СОЖ
Принадлежности для монтажа
Инструкция по эксплуатации
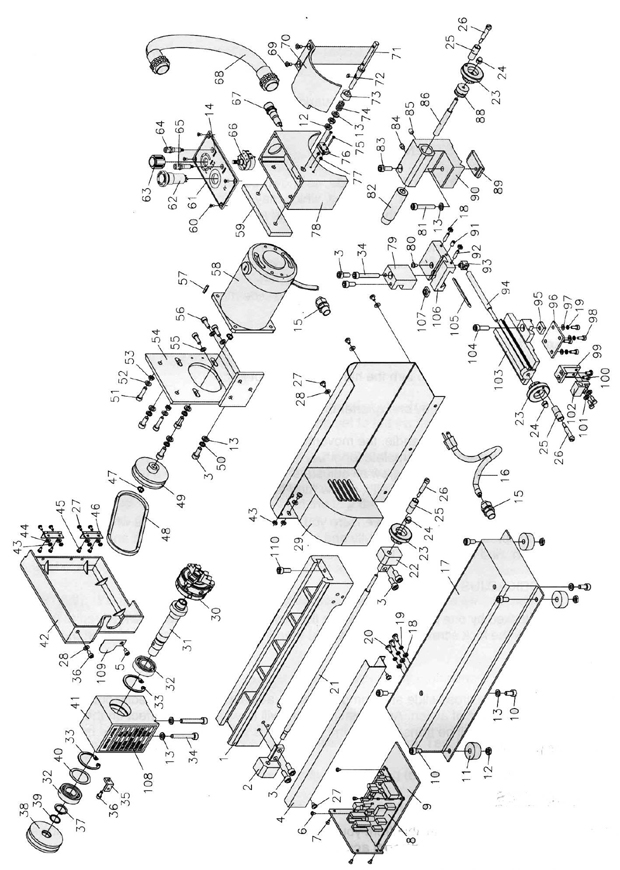
Список запасных частей
5. Транспортировка и пуск в эксплуатацию
5.1. Транспортировка и установка
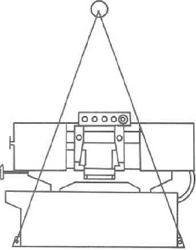
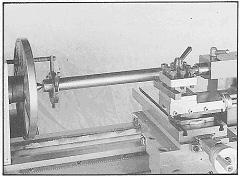
Поднимите станок с паллеты на месте установки. Используйте подъемные ленты и установите их как показано на Рис. 1
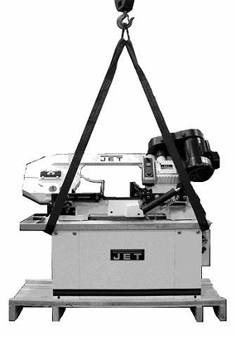 |
Станок весит 160 кг. Обеспечьте достаточную грузоподъемность и рабочее состояние подъемных приспособлений.
Никогда не вставайте под поднимаемыми грузами. Установка станков должна производиться в закрытых помещениях.
Поверхность, на которой устанавливается станок, должна быть достаточно ровной и способной выдерживать нагрузки.
По соображениям упаковки станок поставляется не полностью смонтированным.
5.2 Монтаж
Если Вы при распаковке обнаружили повреждения вследствие транспортировки, немедленно сообщите об этом Вашему продавцу, не запускайте станок
в работу! Утилизируйте, пожалуйста, упаковку в соответствии с требованиями охраны окружающей среды. Удаляйте защитную транспортную смазку с помо-
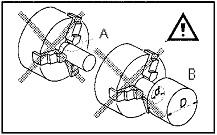
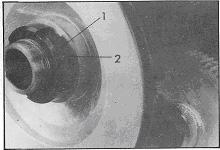
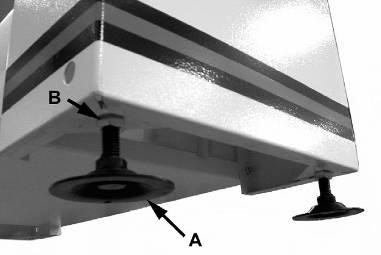
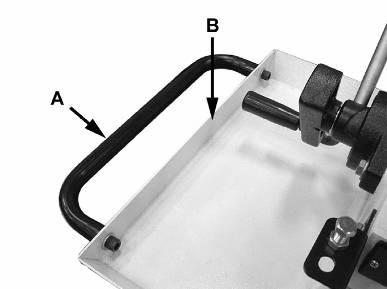
щью мягких растворителей. Поднимите станок на защитные деревянные планки. Смонтируйте регулируемые опоры (A, Рис. 2) с помощью 2 гаек (B) на стороне,
противоположной мотору.
 |
 |
 |
 |
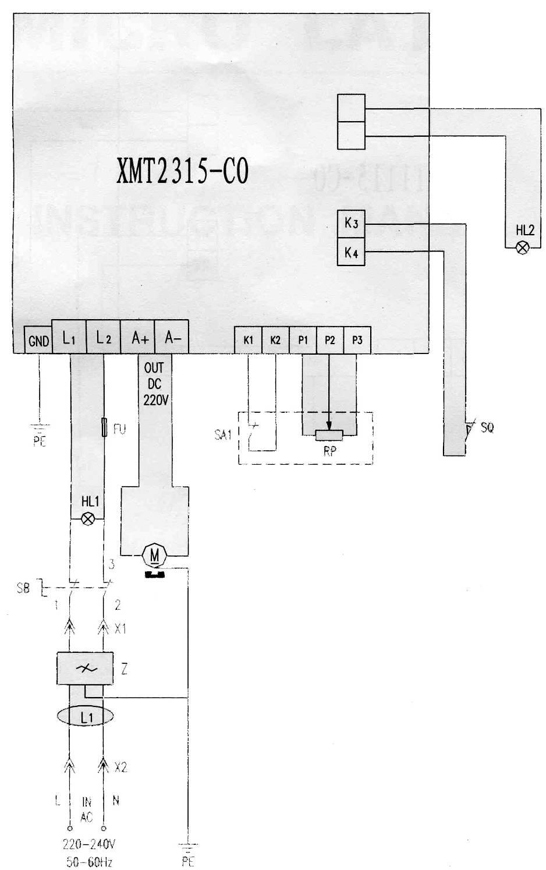
5.3 Подключение к электрической сети
Подсоединение к сети со стороны рабочего, а также применяемые силовые кабели должны соответствовать предписаниям.
Обратите внимание на то, чтобы напряжение в сети соответствовало параметрам, указанным на фирменной табличке станка.
Установленное изготовителем защитное реле должно быть рассчитано на 10 А. Применяйте для подсоединения только провод с
обозначением H07RN-F. Подключение и ремонт электрического оборудования разрешается проводить только квалифицированным электрикам.
5.4 Пуск в эксплуатацию
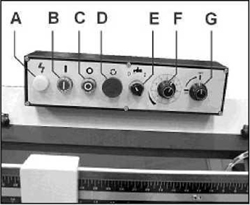
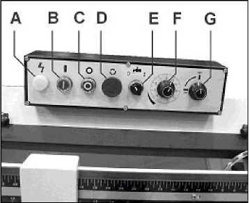
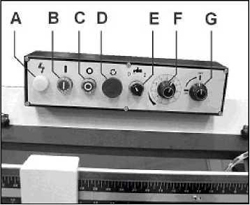
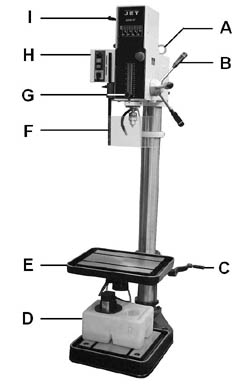
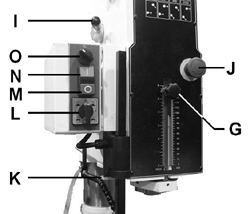
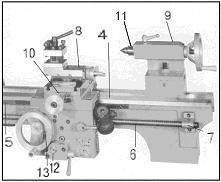
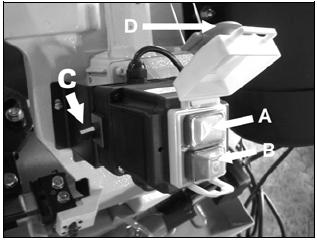
Станок включается посредством нажатия зеленого выключателя (А, Рис. 6). С помощью красного выключателя (В) производится остановка станка.
Насос для подвода СОЖ (C) может быть включен / выключен независимо. Аварийный выключатель (D) расположен на крышке коробки переключателя
 |
Примечание:
Пила оборудована автоматическим выключателем. После окончания резания станок выключится автоматически. Для этого отрегулируйте переключатель
соответствующим образом в положение выкл.
6. Работа станка
При работе с длинными заготовками используйте роликовые упоры. Используйте для работы только полотна пилы с
острыми и неповрежденными зубьями! Производите контрольные работы только после того, как Вы выключите станок.
Не зажимайте заготовку в тисках слишком сильно. Используйте смазывающе-охлаждающую жидкость, чтобы поддерживать низкую температуру резки,
снизить трение и увеличить продолжительность работы полотна пилы. Охлаждающая жидкость должна попадать в зону резания.
Используйте в качестве охлаждающей жидкости водорастворимые эмульсии и проследите, чтобы они были утилизированы в соответствии с требования-
ми защиты окружающей среды. Запрещается обрабатывать магний - высокая опасность возгорания!
7. Работы по наладке и регулировке
Внимание:
Перед работами по наладке и регулировке станок должен быть предохранен от непроизвольного включения. Вытащите сетевой штекер из розетки!
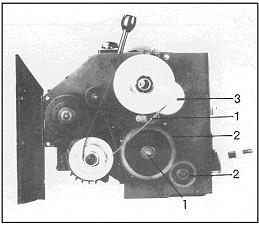
7.1 Скорость резания
Чем тверже металл, тем медленнее должна быть скорость резки. 25 м/мин Для высоколегированных сталей и бронзы.
40 м/мин Для низколегированных сталей, твердой латуни или бронзы.
60 м/мин Для мягкой латуни.
80 м/мин Для алюминия и пластмассы.
Отключите станок от электросети, вытащив сетевой штекер.
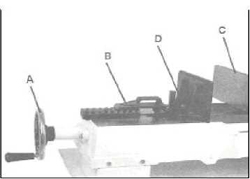
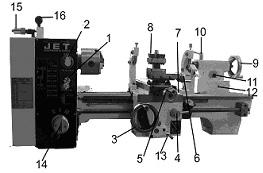
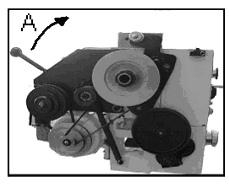
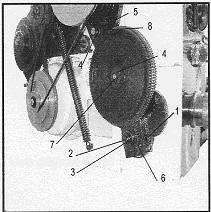
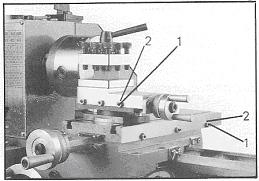
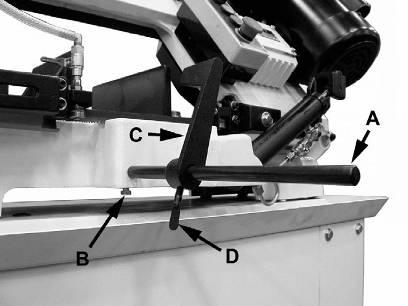
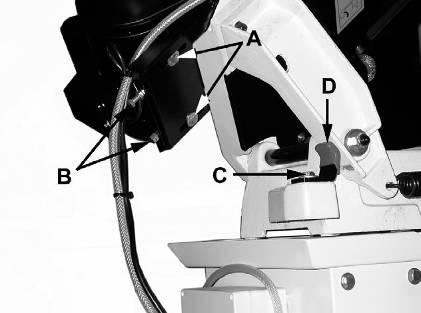
Установите рычаг пилы горизонтально. Открутите шестигранные винты (A, Рис. 7). Ослабьте натяжение ремня, используя шестигранные винты и гайки (B).
 |
Откройте кожух ремня и установите ремень в необходимое положение. Слегка натяните ремень. Снова затяните шестигранные винты (A).
Закройте кожух ремня и снова подсоедините станок к электросети.
7.2 Установка ленточного полотна пилы
Полотно пилы должно соответствовать заданным техническим параметрам. Перед установкой проверьте полотно на наличие
повреждений (разрывы, поврежденные зубья, деформация). Не используйте поврежденные полотна пилы.
При работе с полотнами ленточной пилы всегда надевайте специальные перчатки. Отключите ленточнопильный станок от электросети, вытащив сетевой штекер.
Открутите шестигранные винты (C, Рис. 7) и снимите блокировку рычага пилы (D). Зафиксируйте рычаг пилы в вертикальном положении.
Откройте защитный кожух шкивов. Снимите защиту направляющих (окрашена в красный цвет), снимите зачистную карцовочную щетку.
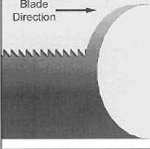
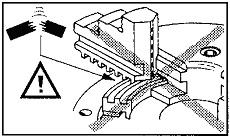
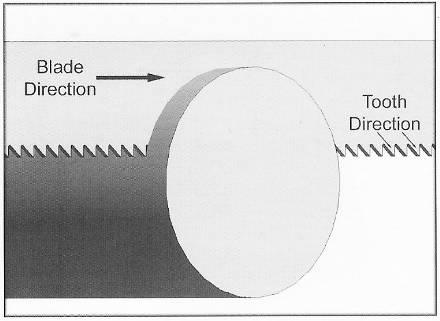
Ослабьте натяжение полотна и снимите полотно пилы. Установите новое полотно пилы. Убедитесь, что зубья направлены в направлении резки (Рис. 8).
 |
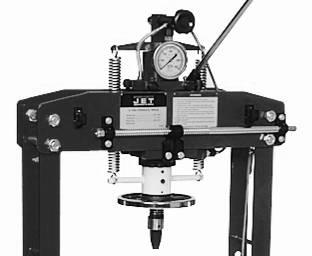
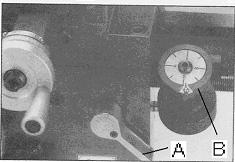
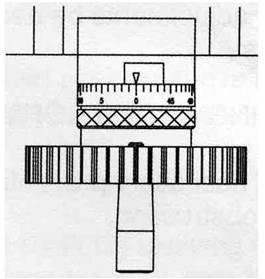
Вращайте ручку натяжения полотна, пока на шкале натяжения не будет достигнута зеленая зона (C, Рис. 10).
Распределите по полотну пилы несколько капель легкой смазки. Установите защиту направляющих (окрашена в красный цвет), защитную крышку
шкивов и зачистную щетку. Активируйте блокировку рычага пилы.
Внимание:
Необходимо, чтобы после замены полотна пилы обязательно были снова установлены защитные направляющие (окрашены в красный цвет)
и защитная крышка шкивов. Высокая опасность травмы! Подключите станок к электросети.
7.3 Направляющая полотна пилы
Отключите станок от электросети, вытащив сетевой штекер. Установите направляющую полотна пилы по возможности ближе к заготовке.
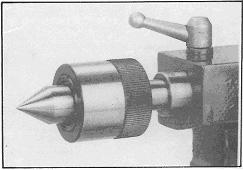
7.4 Установка направляющей роликовых
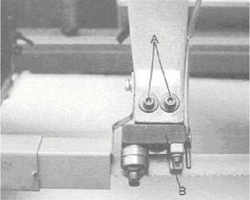
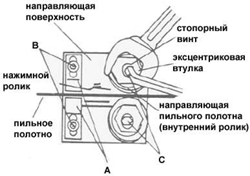
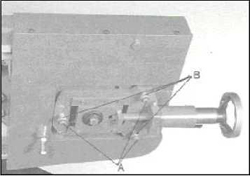
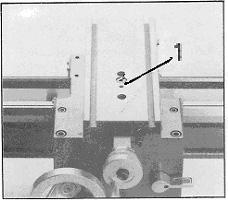
Отключите станок от электросети, вытащив сетевой штекер. Открутите винты (A, Рис. 9) и установите задний ролик на расстоянии приблизительно
0,1 мм от полотна пилы. Снова затяните винты.
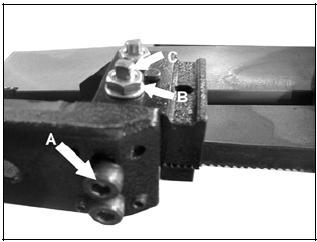 |
Открутите гайку (B) и вращайте эксцентрик (C), пока зазор между полотном пилы не будет составлять 0,05 мм. Снова затяните эти гайки.
7.5 Регулировка хода полотна
Внимание:
Регулировка хода полотна производится только при открытом кожухе колеса и работающем станке.
Регулировка хода полотна должна производиться только высококвалифицированным персоналом. Высокая опасность травмы!
Ход полотна отрегулирован на заводе производителе и не требует дополнительной регулировки. Сначала проверьте правильность натяжения полотна.
Включите станок на низкой скорости. Полотно пилы должно проходить вблизи буртика колеса, однако не должно значительно заходить на буртик.
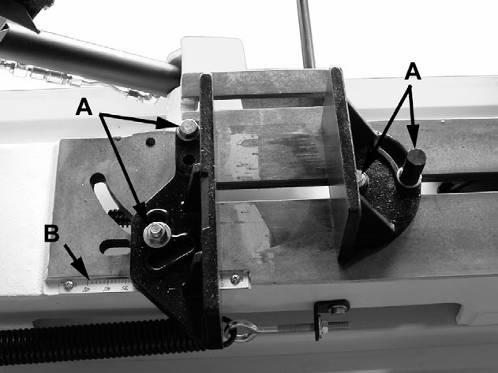
Если необходима дополнительная регулировка, открутите шестигранные винты (A, Рис. 10).
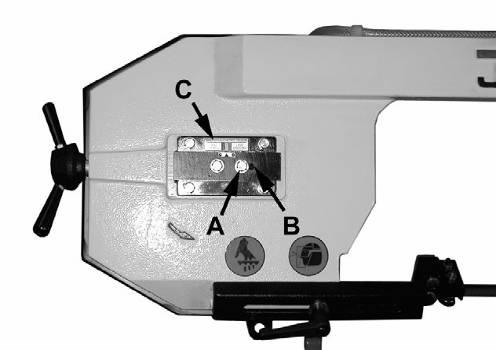 |
Если Вы вращаете резьбовой штифт (B) по направлению часовой стрелки, полотно пилы проходит через буртик. Процесс регулировки хода полотна
довольно чувствителен, поэтому начните с четверти оборота резьбового штифта. После завершения регулировки хода полотна, снова затяните шестигранные винты (A).
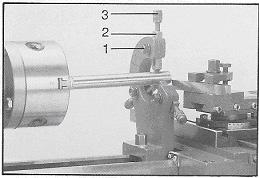
7.6 Установка глубины реза
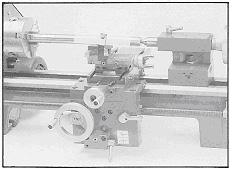
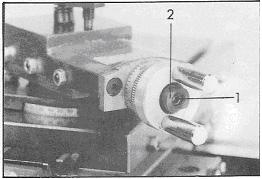
Скорость подачи рычага пилы может быть отрегулирована дроссельным винтом (A, Рис. 11). Опускание производится с помощью запирающего вентиля (B).
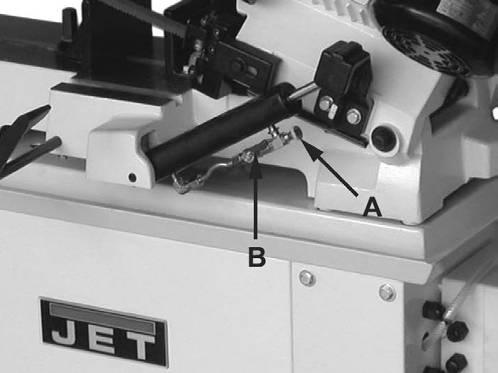 |
При резке тонкостенных заготовок (трубы, профиль и т. д.) всегда устанавливайте низкую скорость подачи для избежания заклинивания полотна пилы.
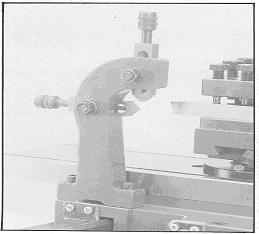
7.7 Регулировка тисков
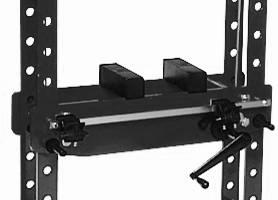
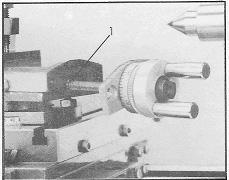
Используйте ручку (A, Рис. 12) для установки ширины зажима. Зажим заготовки производится посредством рычага быстрого зажима (B).
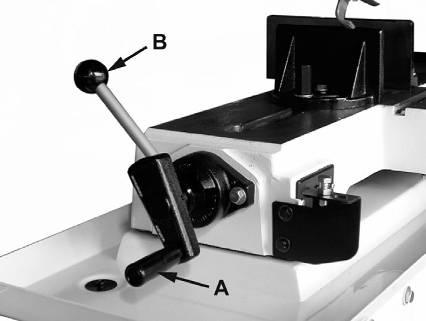 |
Рычаг быстрого зажима должен быть опущен вниз,чтобы не создавать препятствия для рычага пилы во время работы.
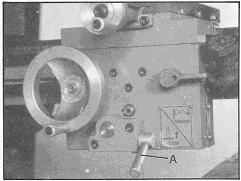
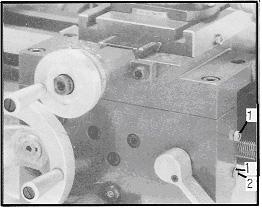
Тиски могут быть отрегулированы для резки под углом. Для этого открутите шестигранные винты (A, Рис. 13) и зафиксируйте тиски в необходимом Вам положении.
 |
На задней стороне станины станка расположена маркировка (B). Дополнительно проверьте, используя угломер, правильности установки угла.
8. Контроль и техническое обслуживание
Общие указания
Перед работами по техническому обслуживанию и очистке станок должен быть предохранен от непроизвольного включения.
Вытащите сетевой штекер! Подключение и ремонт электрического оборудования разрешается проводить только квалифицированным электрикам.
Производите очистку станка через равномерные отрезки времени. Используйте только острые полотна пилы. Немедленно заменяйте поврежденное
полотно пилы. Регулярно смазывайте резьбовой винт тисков. Сразу устанавливайте все защитные приспособления.
Немедленно заменяйте поврежденные защитные устройства. Учитывайте, что приводные ремни (плоские, клиновые, поликлиновые), используемые
в конструкции станка, относятся к деталям быстроизнашивающимся, требуют контроля износа и натяжения и периодической замены. Гарантия на
такие детали не распространяется. Защитные кожуха, отдельные детали из пластика и алюминия, используемые в
конструкции станка, выполняют предохранительные функции. Замене по гарантии такие детали не подлежат.
9. Устранение неисправностей
Мотор не работает
*Нет тока- Проверить соединительные провода и предохранитель.
*Дефект мотора, выключателя или кабеля - вызвать электрика.
Сильные вибрации станка
* Станок стоит неровно-выровнять станок.
* Надорвано полотно пилы - немедленно заменить полотно пилы.
* Затруднена резка- уменьшить давление и расстояние резки.
Угол резки не равен 90°
* Неправильно установлены тиски
* Направляющая полотна установлена неверно.
* Полотно пилы затупилось.
Неудовлетворительная поверхность резки
* Выбрано несоответствующее полотно пилы
* Полотно пилы затупилось
* Направляющая полотна установлена неверно
* Недостаточное натяжение полотна пилы
* Слишком высокое давление подачи
* Слишком большая величина резки
10. Поставляемые принадлежности
Смотрите ассортимент полотен пил различных размеров в прайс-листе компании JЕТ.